










Blow-molded plastic bottle of PE materia
The second large-capacity blow-molded plastic bottle of PE material, we refer to the large-capacity PE bottle with a capacity of 500-2000ml. There are two designs of this type of plastic bottle that we should pay attention to.
1. The product bottle mouth design should pay attention to the flat inner wall left for the inner plug to squeeze, as shown below:
The teeth on the bottle mouth in the picture on the left are made too high, although this will not affect the fit of the teeth cover, if there are more turns of the teeth, because the side with the teeth here is relative to the bottle mouth. The thickest, so this is also the slowest cooling, and will eventually produce local (mouth) shrinkage. If you have a PE bottle on hand now, you can see if its inner diameter is uneven after shrinking. If our liquid sealing method is matched with an inner plug at this time, water leakage will occur at this time, because there is no flat inner surface to contact and seal with the outer surface of the inner plug. Therefore, when we encounter the need to use the inner plug, we must move the mouth of the mouth downwards. The specific amount depends on the length of your inner plug into the bottle mouth. It is best not to be less than this length.
2. The requirements for product scaling during mold design are related to how our mold designers scale this type of product on the 3D product map, and everyone who designs molds knows. The shrinkage of HDPE products is 1.018-1.02%, but this can only be used for injection molding and some small-volume blow-molded bottles, such as our pe bottles, if the volume is more than 300ml, then this type of blow-molding The radial shrinkage of the bottle is not the same as the longitudinal shrinkage, that is to say, the shrinkage in the diameter direction and the shrinkage in the height direction of the product must be two. The radial shrinkage is 1.018-1.02%, and the height direction is 1.015%. This is relative to blow molding products. No matter what kind of plastic you are, as long as you blow it out, you must Two different shrinkage. PP blow-molded bottles are similar to this algorithm. It is only because the plastic shrinkage of these two soft materials is relatively large, so we have to use this method to control. Other types of hard materials will also produce different height and diameter shrinkage, but because it is relatively small, it can be ignored.
Third, there is an important point in the design of PET plastic blow-molded bottles.
If the bottle body has a large flat area, sweep it in an arc as shown in the figure below:
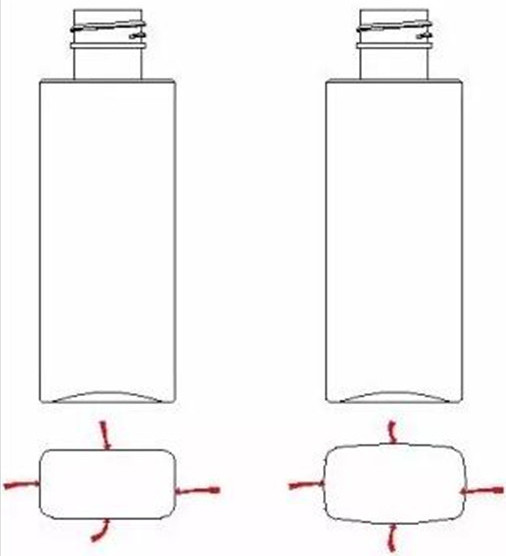
The above picture is a square bottle. When we design a square bottle or a flat surface to be used for labeling and printing, all the flat surfaces need to be designed in an arc shape. Because our PET bottles are secondarily molded by heating the preform, the preform is only pre-heated and then blow molded. During the blow molding process, the plastic is still in a solid state, unlike our injection molding or extrusion blow molding process The process plastic is in a molten state and can pass through the cavity walls of the mold smoothly. Even if the air pressure of the PET blow molding machine is large enough, the preform can be completely adhered to the cavity wall after blow molding, but because there is no pressure holding fruit like an injection molding machine, the "corner response" will occur when the mold is opened instantly. That is to say, the corners of the four sides shrink quickly first, and the bottle wall of the blow-molded bottle itself is relatively thin, and finally a flat step is produced.
To put it simply, this principle is just like our house. When the pillars of the house fall, then our roof will follow, and often the roof will fall more quickly. That said, everyone should understand. Therefore, we need to make the plane of the bottle round. When the corner shrinks, our arc line can continue to be extended to both sides, and finally to ensure that the entire surface will not be stepped down after the mold is ejected. Printing will be much more convenient.















